




Harmonizing Regulations: Multimodal Cleanroom Design for ATMPs and Biological Safety Levels
Industry:
Biopharma, Biocontainment
Type:
Article
International regulations governing cleanrooms and containment spaces can be at odds when designing manufacturing spaces for ATMPs. In this article, Jeff Serle, VP of Biocontainment Solutions, Germfree, demonstrates how multimodal and modular cleanrooms can satisfy all requirements, and how these designs can improve cleanroom safety across other parts of biopharma manufacturing.

Conflicts related to cleanroom design are elevated to a regulatory issue and require collaboration between engineers, quality professionals, regulators and researchers to resolve them. In today’s healthcare environment, the growth in Advanced Therapy Medicinal Products (ATMPs) is driving some of the largest challenges, with a critical need for high-performance manufacturing facilities. These facilities often require both biocontainment and contamination control to create an environment that can support sterile manufacturing and protect personnel and the environment from biological hazards.
Regulatory oversight for such high-performance facilities is derived from the cumulative requirements of guidelines such as ISO 14644, U.S. Food and Drug Administration Current Good Manufacturing Practice (CGMP) Regulations and European Union Good Manufacturing Practice, as well as European Union biotechnology standards and biocontainment guidelines from organizations like the World Health Organization and the U.S. Centers for Disease Control and Prevention (CDC) and National Institutes of Health. This cumulative framework, designed to protect patients and researchers alike, includes fundamental differences in requirements that lead to a risk-based, compromise-driven approach to compliance.
The need to harmonize overlapping standards in the ATMP field presents an opportunity to elevate the entire biopharmaceutical field. By adapting manufacturing platforms to align with these standards, a higher benchmark for cleanroom safety can be established, making it easier to adopt these practices across the industry.
Growing Appeal of Multimodal and Modular Cleanrooms
According to the International Society of Pharmaceutical Engineers (ISPE), the global ATMP market is expected grow form approximately $8.5 billion in 2022 to over $20.5 billion by 2031. This exponential growth, coupled with increasingly complex therapies, necessitates the development of multimodal facilities capable of supporting diverse manufacturing processes. For example, gene therapies often use viral vectors such as lentiviruses and adenoviruses that require Biosafety Level 2 (BSL-2) or higher containment. Additionally, when the volume of the biological material exceeds ten liters, large-scale biosafety guidelines also come into play.
Multimodal facilities must be designed with careful consideration for strategies that ensure proper workflow separation. Activities such as cell harvesting, viral vector production and final filling require physically separated areas or cleanroom airflow pressurization strategies to prevent cross-contamination.
The evolution of ATMP manufacturing has also led to significant changes in scale and the type of process equipment used, which has further influenced facility designs. Unlike traditional large-scale biopharmaceutical manufacturing, many ATMP processes operate at smaller volumes due to the personalized nature of cell and gene therapies and the high value of individual batches. For example, therapies often involve smaller batch sizes tailored to specific patient populations or even individual patients, reducing the need for expansive cleanroom spaces.
This shift toward smaller-scale manufacturing has spurred the adoption of more compact, flexible cleanroom designs. These designs prioritize efficiency and scalability while maintaining high contamination control standards. Modular and factory-built cleanrooms have become increasingly popular, as they allow for rapid deployment of right-sized facilities that align with the smaller footprints required for ATMP processes. These innovations not only optimize the use of physical space but also reduce operational costs and time-to-market, making them a cornerstone of modern ATMP manufacturing.
In another advance, by the mid-2000’s, single-use systems (SUSs) were widely used in the manufacture of cell and gene therapies. This widespread adoption was driven by the lower cost and scalability afforded by this technology. SUSs allow for smaller, more efficient facility design requiring contamination control strategies that include less-stringent environmental controls for the cleanroom. These smaller, flexible designs promote the use of modular, factory-built cleanrooms, which reduce the time to bring new manufacturing space online. Additionally, they allow for networks of distributed manufacturing sites to be brought online worldwide.
Meeting Regulatory Challenges
One of the most challenging conflicts to resolve involves differing air flow requirements between contamination control and biocontainment. Traditional contamination control strategies are based on existing regulatory guidance from ISO 14644, FDA / EU GMPs and BMBL 6th edition. These strategies include cleanrooms designed to protect the products from environmental contamination. A typical design employs an outward cascade of directional airflow, though each anteroom, step by step.
ISO 14644 defines air cleanliness by ISO classes (or EU Grades) where lower numbers denote cleaner or less particle laden the air. GMPs require high-risk processes to occur in primary containment devices, such as isolators or restricted access barrier systems (RABS), with unidirectional ISO Class 5 (Grade A) environments. The surrounding rooms are classified as ISO 7 (Grade B) or ISO 8 (Grade C) depending on the type of primary containment. Entry and exit to these spaces require a series of clean anterooms with ISO 8 and controlled not classified (CNC or Grade D) air preceding or following, before reaching uncontrolled areas of the building. (See figure 1)
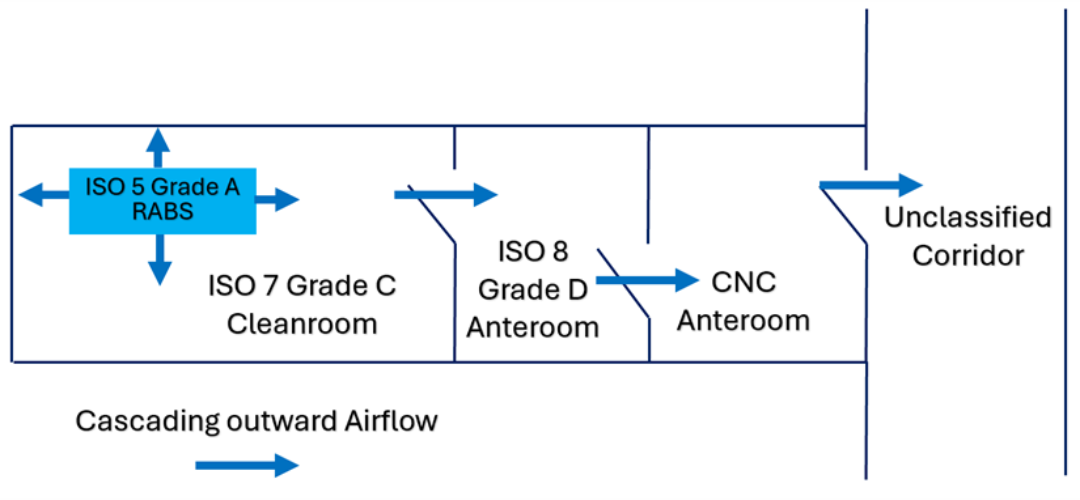
Figure 1 – Typical Cleanroom Cascading Airflows
Conversely, the CDC’s Biosafety in Microbiological and Biomedical Laboratories (BMBL) biocontainment guidelines require inward cascading airflow, directing air from less-contaminated areas toward spaces with higher contamination potential. (See Figure 2) Room classification, defined by BSLs, depends on the type of biological agent, the risk of aerosolization during processes and the volume of biological material handled.

Figure 2 – Typical BSL 2 Laboratory Cascading Airflows
BSLs range from 1 to 4, with higher levels indicating greater hazard potential. Most ATMP manufacturing processes typically require BSL-2 environments. In these settings, primary engineering controls (PECs) include negative-pressure containment devices, such as Class II biological safety cabinets or Class III gloveboxes. These airflow strategies are designed to ensure environmental protection from hazardous biological materials handled within the cleanroom.
However, when processes like the production of viral vectors require adherence to both the GMPs and BSL-2, conflict between the guidelines becomes apparent. A purely cascading airflow design cannot satisfy both guidelines simultaneously.
The compromise lies in airflow design strategies known as “sinks” or “bubbles,” where air flows into or out of the anteroom from both sides rather than cascading through it. For example, in a viral vector process requiring ISO 7 and BSL-2, designers might add an additional anteroom sink to satisfy both the GMP and BSL requirements. The cleanroom/BSL-2 laboratory is protected by series of three anterooms, with air cascading from the cleanroom through two anterooms, into the unclassified sink anteroom.
This element of the design would satisfy the GMP requirement for stepwise entry to the cleanroom with outward cascading airflow. Furthermore, the BSL-2 lab requirement of inward directional airflow would be satisfied, as the surrounding corridor air flows into the first sink anteroom. (See figure 3)

Figure 3 – BSL 2 / Cleanroom with airflow “Sink” Anteroom
The level of conflict in regulatory guidance is further enhanced when a process needs BSL-3 containment, which requires two doors with inward directional airflow.
Trying to satisfy the cumulative GMPs and BSL requirements not only complicates designs, it also adds operational steps to cleanroom operations. This will increase both startup and operational cost.
In an era where advanced therapies are reshaping the future of medicine, the ability to harmonize regulatory requirements for cleanroom and biocontainment designs is critical. By embracing innovative solutions like multimodal modular cleanrooms, the industry can overcome these complex challenges, ensuring patient safety, operator protection and operational efficiency. Collaboration among engineers, quality professionals, regulators and researchers will drive the development of flexible, high-performance facilities that set new standards for biopharmaceutical manufacturing. These efforts not only address today’s regulatory conflicts but also create a foundation for transformative breakthroughs, enabling the biopharma industry to deliver life-changing therapies to patients worldwide.
Check out this case study to see how Germfree can deliver BSL-2/ GMP Compliance using our modular cleanroom platform.
You might also be interested in

Rethinking Biomanufacturing: How Modular Infrastructure Is Accelerating the Future of Advanced Therapies

When Every Minute Matters: Reliable Containment for Ebola Response

A Guide to Airflow Design Models in Cleanrooms
Contact us: Let's unlock your scientific potential together
Complete our contact form and a member of our commercial team will contact you within 24 hours.